
咨询热线
18531269008
0312-3429355

咨询热线
18531269008
0312-3429355

电话:0312-3429355
手机:18531269008
联系人:徐经理
QQ:3606412617
邮箱:hbhlbygs@163.com
网址:www.hbhlbygs.com
地址:河北省安国市石佛水泵工业区840号

定制液下渣浆泵出水口下方圆弧较小,仅R2mm,圆弧较小导致在生产中型芯形成尖角砂,从而使此处砂型耐火度下降,易产生粘砂气孔缺陷。前护板出水口较高处缺少溢流,浇注前期的低温铁液和气体无法及时排出,从而引发气孔等铸造缺陷。环境影响,型芯吸潮,浇注时气体析出产生气孔,根据湿度计显示生产现场相对湿度为70~80。前护板出水口底部属热节部位,侧冒口距出水口底部较远,对此处的铁液补缩有限,液下渣浆泵厂家根据经验侧冒口补缩效率较低,一般为20左右,导致出水口下方热节部位内部组织不致密,有缩孔缺陷。

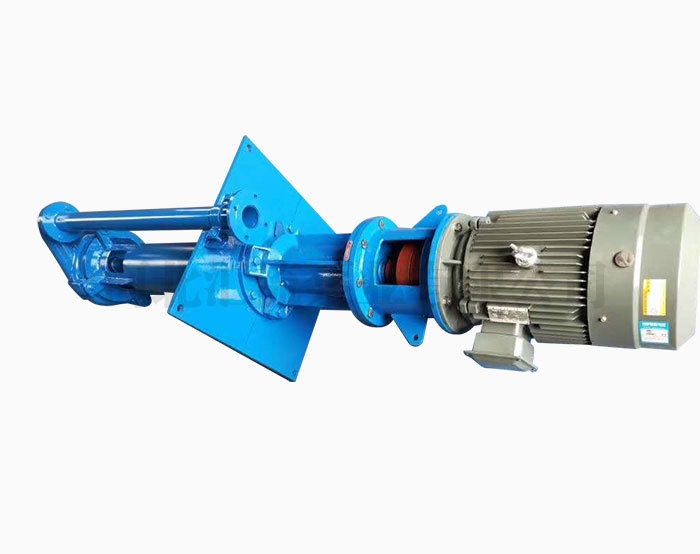
从市场需求来看,虽然潜水渣浆泵绝对数量还未超过立式渣浆泵,但是发展势头迅猛,主要原因是上面提到的使用方便灵活;另外潜水渣浆泵的应用市场相比也比立式渣浆泵要大一些,除了立式渣浆泵现有应用工矿外,潜水渣浆泵还可作为移动渣浆泵,例如随船抽砂、探矿等;石家庄液下渣浆泵优势就是方便灵活,使用起来易于操作,浸入液下打开电源式的操作就可以了;潜水深度从25米增加到可潜水深度120米;定制液下渣浆泵叶轮的固定方式从丝扣转变为卡键,防止叶轮脱落造成损坏;转子总成根据实际作出先进设计,运行更稳定。
焊接坡口。液下渣浆泵厂家在泵壳裂纹前端5mm处打深15-20mm的止裂孔,将裂纹挖成V形或U形坡口,坡口内应圆滑、干净,用砂轮在坡口的补焊区周围100mm以上的宽度磨出金属光泽表面。焊接材料选用镍铁合金焊条,焊条须烘干,除去药皮水分,防止施焊时产生气孔。焊接前用氧乙炔焰把坡口及坡口周围200mm处加热到150℃左右,除去坡口内的机物和水分,防止补焊时产生气孔、夹渣等缺陷,同时使液下渣浆泵泵壳修补区温度均衡,待工件冷却到40-60℃时开始焊接。石家庄液下渣浆泵施焊时,采用较小电流、间断的短弧,使泵壳热影响区尽可能小,防止产生裂纹。每焊完一段后,在电弧刚刚熄灭、焊道尚在红热状态时,用尖手锤快速锤击焊道用外力助其塑性延伸而降低热应力,提高致密性,同时将残渣清理干净。焊补完成后,应立即用石棉布对泵壳进行保温,使其缓冷到室温即可。

液下渣浆泵在启运前应打开泵进口阀,关闭泵出口阀;然后发动泵,泵发动后再渐渐开动泵出口阀;石家庄液下渣浆泵出口阀开的巨细与快慢,应以泵不振荡和电机不超额定电流来把握。液下渣浆泵在运转中除监控流量、压力外,还要监控电机不要超越电机的额定电流。液下渣浆泵厂家随时监督油封、轴承等是否发作导常现象,泵是否发作抽暇或溢池等,并随时处理。

如叶轮或进出水管路阻塞,可采取清洗叶轮或管路。如叶轮磨损严重,应采取更换。石家庄液下渣浆泵动力转速不配套或皮带打滑,使转速偏低;轴流泵叶片安装角太小;扬程不足,管路太长或管路有直角弯;吸程偏高;底阀、管路及叶轮局部堵塞或叶轮缺损;出水管漏水严重。排除方法:恢复额定转速,清除皮带油垢,调整好皮带紧度;液下渣浆泵厂家调好叶片角,降低水泵安装位置,缩短管路或改变管路的弯曲度;密封水泵漏气处,压紧填料;清除堵塞物,更换叶轮;更换减漏环,堵塞漏水处。

石家庄液下渣浆泵叶轮的叶片一般为后弯式叶片,叶片有圆柱形和扭曲形两种,应用扭曲叶片可减少叶片的负荷,并可改善吸入性能,提高抗气蚀能力,但制造难度较大,造价较高。焊接水泵叶轮是近年发展起来的,多用于铸造性能差的金属材料,如铁及其合金,制造的化工用特种离心泵。液下渣浆泵厂家焊接叶轮的几何精度和表面光洁度均优于铸造叶轮, 有利于提高渣浆泵的效率。

电话:18531269008 / 0312-3429355
联系人:徐经理
QQ:3606412617
邮箱:hbhlbygs@163.com
地址:河北省安国市石佛水泵工业区840号
 冀公网安备 13068302000066号
冀公网安备 13068302000066号
 |  |
| 微信关注我们 | 扫一扫 手机官网 |

